Le 6 Sigma est une méthodologie d’analyse statistique des données créée dans les années 1980 par Motorola. Le 6 Sigma est une suite d’outils statistiques appliquée de manière structurée pour améliorer la satisfaction client et atteindre des objectifs de qualité et de performances par la réduction des variations et des défauts.
Au cours des années 70, une entreprise japonaise repris une usine américaine de Motorola qui produisait des téléviseurs sous la marque Quasar1. Sous la nouvelle direction, une démarche de changement forte a été mise en place, et l’usine fut capable de produire des téléviseurs avec un taux de défauts 20 fois inférieur au niveau précédent et cela, avec les mêmes opérateurs, technologies et machines. Au delà de ce constat, Motorola fut mis en difficulté par une croissance accrue des sociétés japonaises.
Vers le début des années 80, Motorola décide de prendre très au sérieux le problème de la qualité. Bob GALVIN, son directeur général de l'époque, lança l'entreprise dans un programme drastique connu sous le nom de Six Sigma. Ce sera alors en 1985 que l'ingénieur Bill Smith, basé sur les travaux des "Filtres logiques" du professeur Mikel Harry2, considéré comme le père du Six Sigma, écrit un rapport sur la corrélation entre la performance du produit sur le marché et le nombre de non-conformité à chaque étape du processus. Il posa les bases du Six Sigma en développant le MAIC : Measure, Analyse, Improve, Control, qui représente une démarche logique s'appuyant sur les outils statistiques, la SPC ou encore le PDCA... Les résultats du programme furent très concrets et l'entreprise obtint en 1988 le Malcolm Baldrige National Quality Award, le plus prestigieux prix de qualité aux Etats Unis. | La Logic Filter |
Ce ne sera qu'en 1995, lorsque le professeur M. Harry déploya le Six Sigma chez General Electric que le terme Define fut rajouter pour créer ainsi le DMAIC que nous connaissons. Aujourd'hui, Motorola est reconnu comme un leader mondial en terme de qualité et le Six Sigma se diffusa vers les autres entreprises comme General Electric, Bombardier, Allied Signal et Xerox puis désormais au sein de l’ensemble du monde industriel et des services.
Introduction au Six Sigma Avec la démarche Six Sigma, la qualité n'est pas vue uniquement en terme de défauts. La qualité est prise dans des termes plus généraux qui est la maximisation de la valeur. Ainsi, un défaut peut générer un retard de livraison ou un coût supérieur à celui prévu. Il s’agit donc bien d’une méthodologie généraliste d’analyse des défauts.
L'autre avantage important du Six Sigma est que l'approche transforme la nature chaotique des variations en des problèmes clairs de « oui ou non » : soit le produit répond aux requis du client soit non. Toute sortie d'un processus doit satisfaire les requis du client du processus en question et si ce n'est pas le cas, la sortie est considérée comme défectueuse : un café servi avec sucre alors que le client l'a demandé sans sucre est un défaut.
Enfin, une autre différence du Six Sigma par rapport aux autres techniques tels que les cercles de qualité et la TQM, est le fait que la méthode pousse les objectifs d'amélioration très loin, encore plus loin que ne l’a fait aucune autre technique d’amélioration de la qualité.
Le principe : une réflexion statistique des processus pour réduire la variabilité La méthodologie 6 Sigma repose sur une analyse statistique rigoureuse des données des processus. Tout processus est caractérisé par deux variables représentant les caractéristiques pertinentes (temps, coûts...) des produits de sortie du processus :
· La première est la moyenne des valeurs de sorties d’un processus
· La seconde est l’écart type (le sigma) de ces sorties
A ces deux variables, qui sont internes et propres au processus, s'ajoutent 3 autres paramètres qui sont cette fois-ci externes et imposés sur le processus. Ces paramètres, dérivés des attentes clients, sont les suivants :
· Les spécifications cibles : ce sont les spécifications du produit telles qu'elles ont été requise par le client et conçues par l'entreprise. Un processus n’étant jamais fiable à 100%, ces attentes doivent donc être comprises dans une zone de tolérance définie par les données suivantes.
· L'Upper Specifications Limit (USL) : détermine la limite supérieure de la tolérance.
· Le Lower Specifications Limit (LSL) : détermine la limite inférieure de la tolérance.
Ces deux limites permettent de déterminer si un produit est considéré comme défectueux ou acceptable. Tout produit dont les mesures sont dans la fourchette LSL/USL est considéré comme acceptable même si ces mesures sont différentes des spécifications cibles. Tout produit dont les mesures sont en dehors de la fourchette LSL/USL est considéré comme défectueux.
Ainsi, la méthodologie 6 Sigma a pour principe de passer d’un processus mal ciblé ou réparti sur l’ensemble de la zone de tolérance en un processus bien ciblé. C’est à dire, centrer sur la moyenne du processus tout en réduisant la variabilité du processus. | |
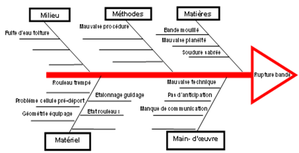
Les 4 sources primaires de variabilité sont2 :
· Une conception pas assez robuste, très sensible aux perturbations extérieures
· Des matières premières et pièces élémentaires instables
· Des standards de conduite du processus inadaptés
Le projet Six Sigma : la démarche DMAIC Le cycle DMAIC est une démarche rigoureuse et précise pour appliquer des outils classiques ou spécifiques pour atteindre les besoins du client. Il permet de structurer via une démarche rigoureuse et logique tout un panel d’outils statistiques pour résoudre votre problème : · D pour Define : Définir le projet, les objectifs, les attentes clients... · M pour Measure : Mesurer les données du processus · A pour Analyse : Analyser ces données via les outils statistiques adaptés · I pour Improve : Innover dans le sens Améliorer, et mettre en place les actions de progrès · C pour Control : Contrôler les résultats obtenus et clôturer le projet | | Retrouvez le jeu du DMAIC dans notre boutique |
Une méthodologie orientée client Le 6 Sigma est une méthodologie avant tout orientée client. Le point de départ de toute étude 6 Sigma est l’arbre des CTQ, autrement dit, la traduction des attentes clients. Ces CTQ représentent la colonne vertébrale de la méthodologie pour mesurer et comparer l’avancé du projet toujours en fonction des CTQ. Par ailleurs, le 6 Sigma, avec cette obstination du 0 défaut, propose un ensemble d'indicateurs pour mesurer notre performance et entre autre notre niveau de Sigma : DPMO, Cpk... L’organisation 6 Sigma : vers un changement de culture Le 6 Sigma n’a pas pour vocation d’être uniquement une suite d’outils statistiques structurés pour résoudre des problèmes quels qu’ils soient. Le 6 Sigma a été conçu comme une organisation globale visant à mettre en place un changement de culture profond dans l’entreprise. Pour supporter cette démarche, les créateurs du 6 Sigma ont mis en œuvre un système de qualification des porteurs de la démarche selon une structure très claire composée de personnes en charge d’être les garants de la mise en place de la méthodologie et de personnes en charge de soutenir le déploiement.
Bases Mathématiques du Six Sigma En statistique, le Sigma est un paramètre qui permet de mesurer la variabilité des sorties d’un processus et se nomme l’écart type. Le nombre de Sigma d'un processus donne le pourcentage de produits dont les mesures sont à l'intérieur de l'intervalle de tolérance LSL/USL. Le tableau suivant3 montre les correspondances entre un nombre donné de Sigma et le taux de défauts produits par un processus.
Sigma | Taux de pièces sans défaut | Nombre de défauts par million d'opportunités | Catégorie |
0 | 6,68% | 933 193 | Non compétitif |
1 | 8,86% | 697 672 |
2 | 69,15% | 308 537 |
3 | 93,32% | 66 807 | Classe moyenne |
4 | 99,38% | 6 210 |
5 | 99,98% | 233 |
6 | 99,99966% | 3,4 | Classe mondiale |
Source : M. J. Lucas (2002) - The essential six sigma
Pour calculer le niveau de Sigma, On va se baser sur le nombre de défauts par millions d'opportunités. Données que l'on appelle DPMO. Le niveau de Sigma se calculera avec la formule :
Niveau de Sigma = 1,5 + Loi.Normale.Standard.Inverse (DPMO/1000000)
Avec :
DPMO : 1 000 000 * Nb de défauts de l'échantillon / (Nb d'opportunité de défauts * Nb d'échantillons)
Attention : la table de correspondances précédente (donnant pour chaque nombre de Sigma le taux de défauts correspondant) ne s'applique que lorsque l'échantillon utilisé est suffisamment significatif. Il existe également un potentiel écart de 1,5 Sigma qui est dû à la précision des cartes de contrôles4. Exemple de niveau de Sigma5 4 Sigma | 6 Sigma (3,4 ppm) |
20 000 lettres perdues en 24hr dans les services postaux | 7 lettres perdus par heure |
2 atterrissages ratés par jour dans les principaux aéroports | 1 atterrissage raté tous les 5 ans |
200 000 prescriptions erronées de médicaments par an | 68 prescriptions erronées de médicaments par an |
54 heures d'indisponibilité du système informatique par an | 2mn d'indisponibilité par an |
Exemple de Calcul du nombre de Sigma Supposons que le département de comptabilité facture les clients une fois que les produits ont été livrés et réceptionnés par les clients en question. Chaque fois, qu'une facture a été envoyée, le temps nécessaire pour sa préparation et son envoi est enregistré.
Le tableau suivant montre un échantillon de 30 factures et les temps de préparation correspondants.
Temps requis pour la préparation et l'envoi de la facture pour chaque client
Le calcul de la moyenne et de l'écart type de cet échantillon donne :
· La moyenne : 15 jours.
· L'écart type : 3,14 jours.
Supposons, maintenant, que les clients exigent de recevoir leurs factures dans un délai inférieur (ou égal) à 20 jours. Si le processus de facturation opérait à un niveau de qualité de 6 Sigma, il y aurait en moyenne 3,4 factures traitées avec un délai de plus de 20 jours par million de factures. Or, déjà avec un échantillon de trente factures, le nombre de défauts est égal à deux (clients 1 et 17). Il est donc évident que notre processus ne soit pas à 6 Sigma.
En utilisant le calcul des DPMO, nous obtenons :
DPMO = 1 000 000 * 2 / (1 * 30) = 66 667
Soit un niveau de Sigma de 3
Les profits qui peuvent être réalisés en utilisant le Six Sigma sont multiples : amélioration de la qualité et de la satisfaction client, augmentation des parts de marché, réduction des coûts, réduction des cycles de production et de développement produit, réduction des incidents, implication des employés... Ces profits peuvent être traduits en des résultats financiers, en voici quelques exemples reportés par des entreprises ayant initiées des démarches Six Sigma :
· Ford estime les économies réalisées suite aux projets Six Sigma à 52 millions de dollars en 2000. Les projections pour les deux années 2001 et 2002 sont de 200 millions de dollars d'économie.
· Honeywell estime les économies réalisées grâce aux projets Six Sigma à 2,2 milliards de dollars : 500 millions en 1998, plus de 600 millions en 1999, et un chiffre équivalent en 2000.
· DuPont estime que suite aux projets d'amélioration Six Sigma lancés en 2000, les bénéfices résultants estimés seront de 700 millions de dollars.
· Toshiba estime les économies réalisées grâce au Six Sigma à 131,7 milliards de yen en 2000. Les projections d'économies sont estimées à 210 milliards de yen en 2003.
1 – F. Voehl, H. J. Harrington, C. Mignosa, R. Charron (2014) – The Lean Six Sigma Black Belt Handbook
2 - M. J. Harry (1985) - Practical experiment design
3 – M. Pillet (2013) – Six Sigma : Comment l’appliquer
4 – M. Pillet (2001) – Appliquer la maîtrise statistique des procédés
5 – L. Prud’Homme (2009) – Performance des comités exécutifs : jeux des affinités et du hasard
S. Den Boer (2006) – Six Sigma for IT management : a pocket guide
L. C. Tang, T. N. Goh, H. S. Yam, T. Yoap (2006) – Six Sigma : advanced tools for black belts and master black belt
R. D. Snee, R. W. Hoerl (2003) – Leading Six Sigma : A step by step guide based on experience with GE and other six sigma companies
- See more at: http://www.wikilean.com/Articles/6-Sigma/1-Introduction-au-6-Sigma#sthash.DnEcvueS.dpuf